Zamknij




Pobierz
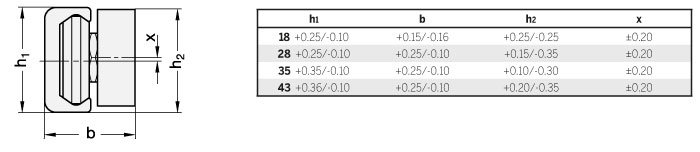
Tolerancje zmontowanych układów rolkowych prowadnic liniowych
Wymiary rolkowych prowadnic linowych, składających się z szyn GN 2422 i wózków rolkowych GN 2424, posiadają tolerancje wyszczególnione poniżej.
Jeżeli na jednej szynie zainstalowanych jest kilka wózków rolkowych, wówczas pomiędzy wózkami może pojawić się przesunięcie x, którego wartość należy dodać do wymiaru h2.
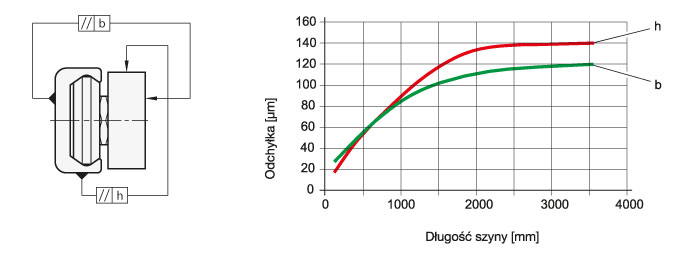
Dokładność prowadzenia
Zależność pomiędzy długością rolkowej prowadnicy liniowej, a dokładnością prowadzenia wózka rolkowego przedstawiono na diagramie.
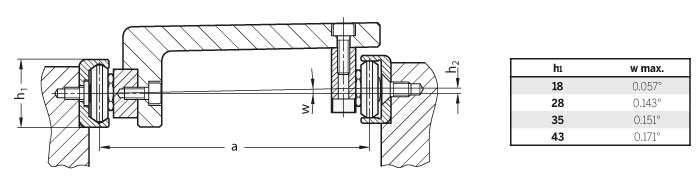
Dopuszczalna wysokość przesunięcia
Istotą zastosowania w rolkowych prowadnicach liniowych stałego i swobodnego sposobu łożyskowania jest zapewnienie kompensacji przesunięć występujących w układzie podczas pracy. Należy przy tym wziąć pod uwagę występujące w tym zakresie ograniczenia. Tabela przedstawia maksymalny dopuszczalny kąt pomiędzy wysokością przesunięcia szyny łożyska stałego względem swobodnego. W przypadku osiągnięcia podanych wartości, nośność układu musi zostać zredukowana o 30%.
Aby obliczyć h2 należy skorzystać z równania: h2 = a x tan w, podstawiając wartość 'w' z tabeli.
Przykład: h1 = 43, a = 650 mm, w max. = 0.171° h2 = 650 mm x tan 0,171° = 1,94 mm
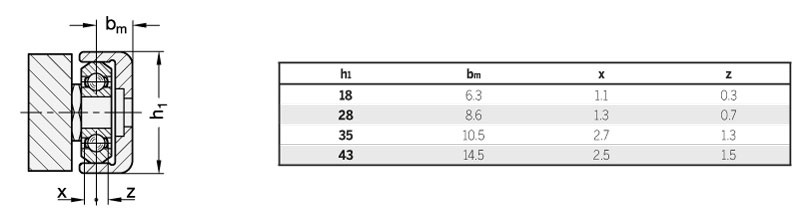
Dopuszczalne boczne przesunięcie
Kompensację przemieszczeń kątowych i rozstawu powierzchni montażowych rolkowych prowadnic liniowych umożliwia zastosowanie pary szyn. Jednej z łożyskowaniem stałym, drugiej ze swobodnym. Dopuszczalne przesunięcia boczne rolek i wózków rolkowych w szynach UT/ UV określają wartości parametrów x i z. Punktem referencyjnym (odniesienia) jest nominalny środek bieżni szyny rolkowej bm.
Błąd równoległości lub kąta może być kompensowany na całej długości szyny, a całkowita wielkość zakresu przesunięcia jest sumą wartości parametrów x i z.
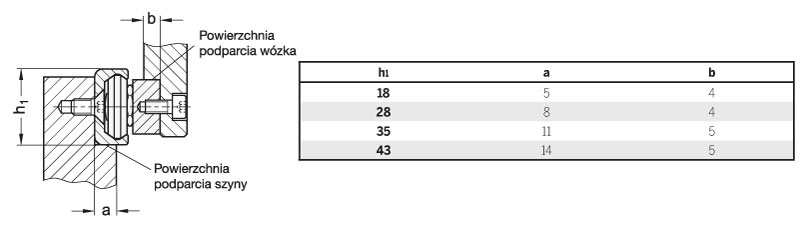
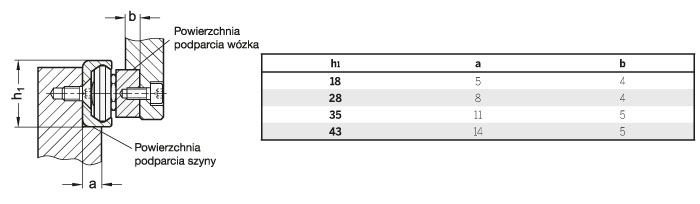
Szerokość podparcia
Aby zagwarantować odpowiednią płynność ruchu, należy zapewnić odpowiedniej wielkości płaszczyznę podparcia szyny prowadnicy liniowej oraz wózka rolkowego. Szerokość powierzchni nośnej elementów konstrukcyjnych współpracujących z szynami i wózkami nie powinna być mniejsza od podanych wartości parametrów a lub b. Taki sposób podparcia zapewnia transfer obciążeń rolkowych prowadnic liniowych na elementy konstrukcyjne urządzenia, eliminując jednocześnie powstawanie naprężeń ścinających w śrubach mocujących.
Moment siły dokręcania
Mocując szyny z otworami montażowymi pod śruby z płaskim łbem walcowym (typ UT i XT) należy zwrócić szczególną uwagę, aby powierzchnia ich mocowania była płaska, a gwintowane w konstrukcji otwory odpowiednio głębokie. Zachowanie tych parametrów umożliwi całkowite ukrycie łbów śrub w gniazdach szyn.
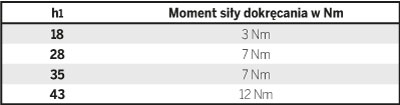
Śruby mocujące muszą być dokręcone z odpowiednim momentem siły, zgodnie z podanymi wartościami.
Prędkość przesuwu
W zależności od typu aplikacji i długości całego układu, maksymalna prędkość przesuwu dla rolkowych systemów prowadnic liniowych wynosi 7 m/s.
Smarowanie
Po zamocowaniu wózka rolkowego w prowadnicy zaleca się przesmarowanie bieżni szyny prowadzącej środkiem smarującym przeznaczonym do łożysk liniowych, jak np. Klüberplex BE 31-222. Czynność tą najlepiej wykonać pędzlem lub szczoteczką
Powierzchnie przesmarowane bieżni należy sprawdzać regularnie i pilnować, czy nie pojawiły się na nich zanieczyszczenia, a w szczególności opiłki metali.
W przypadku pojawienia się widocznych zanieczyszczeń powierzchni lub przebarwień smaru, prowadnicę i wózki rolkowe należy wyczyścić oraz na nowo przesmarować.
Smarowanie jest wymagane raz na rok lub po pokonaniu dystansu 100 km.
Temperatura pracy
Wszystkie komponenty rolkowych systemów prowadnic liniowych nadają się do pracy w zakresie temperatur -30 °C to 130 °C.
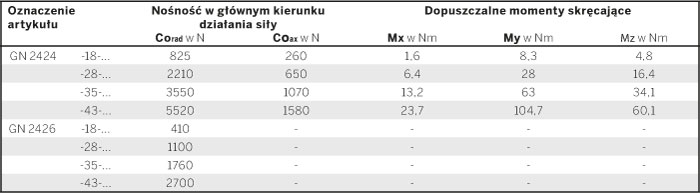
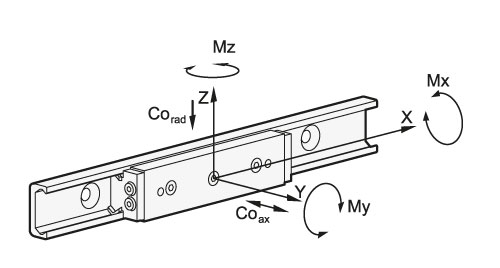
Obciążenia liniowe
Możliwa przestrzeń zabudowy, sposób montażu oraz wymagane do przenoszenia obciążenie to decydujące czynniki do wyboru odpowiedniego systemu prowadzenia. Wartości podane w poniższej tabeli pomogą w doborze odpowiedniego typu rolek oraz wózków rolkowych.
Podane wartości nośności są niewiążące i nie stanowią żadnego rodzaju gwarancji działania produktu lub gwarancji jego przeznaczenia. W każdym indywidualnym przypadku użytkownik musi określić, czy dany produkt jest odpowiedni dla określonego zastosowania. Czynniki środowiskowe i starzenie mogą mieć wpływ na określone wartości.
Systemy prowadnic liniowych składają się z szyny prowadzącej GN 2422 oraz z wózka rolkowego GN 2424. Wszystkie komponenty są pakowane osobno i dostarczane niezmontowane. Luz pomiędzy szyną i wózkiem rolkowym wymaga kalibracji w trakcie montażu.
W trakcie montażu należy postępować zgodnie z poniższymi wytycznymi:
1. Upewnić się, że bieżnie szyn prowadnic oraz rolki wózka są czyste.
2. Poluzować śrubę mocującą środkowej, mimośrodowej rolki wózka (patrz punkty 4 i 6), a następnie wsunąć wózek do szyny prowadnicy rolkowej (bez dostarczonych zgarniaczy).
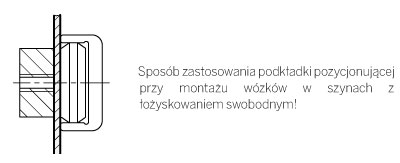
3. Ustawić wózek rolkowy na jednym z końców szyny. W przypadku szyn łożysk swobodnych (typ UT i UV) pomiędzy końce obudowy wózka rolkowego i szynę prowadnicy należy wsunąć płaską i sztywną podkładkę (np. szczelinomierz, sprężynę płaską) tak, aby zapewnić równoległe prowadzenie wózka po bieżni szyny.
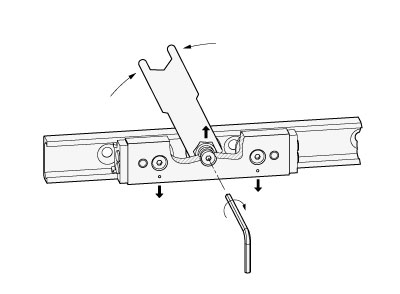
4. Wprowadzić klucz do rolek GN 2424.1 (dostarczany z wózkiem rolkowym) pomiędzy środkową rolkę mimośrodową a obudowę wózka rolkowego. Należy się upewnić, czy wózek został wsunięty w szynę odpowiednią stroną! Znaczniki przy śrubach mocujących zewnętrznych rolek wskazują stronę nośną wózka, czyli tą, która powinna przenosić obciążenie robocze.
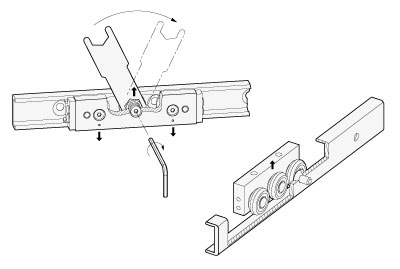
5. Obracając kluczem do rolek zgodnie z ruchem wskazówek zegara (patrząc od strony wózka) następuje przemieszczenie się rolki mimośrodowej w kierunku górnej bieżni, kasując zarazem luz w układzie. Zbyt duży nacisk rolki na górną bieżnię szyny może spowodować zwiększone tarcie i zmniejszenie żywotności układu łożyska.
6. Po dokonaniu regulacji z użyciem klucza do rolek, można delikatnie dokręcić śrubę kontrującą, aby zabezpieczyć łożysko przed obrotem. Odpowiedni moment dokręcenia śruby kontrującej będzie podany w kolejnych punktach.
7. Przemieścić wózek rolkowy wzdłuż szyny prowadnicy i upewnić się, że luz / wstępne napięcie układu są odpowiednie w całym zakresie przesuwu. Ruch wózka w szynie prowadnicy powinien przebiegać płynnie, bez luzów i zacinania się.
8. Następnie należy dokręcić śruby zgodnie z momentem dokręcania podanym w tabeli. Aby nie stracić ustalonej podczas regulacji pozycji kątowej rolki mimośrodowej, należy ją przytrzymać kluczem podczas dokręcania śruby mocującej (kontrującej).
9. Na koniec należy zamontować zgarniacze oraz uszczelnienia w wózkach rolkowych typu N. Aby to uczynić należy wysunąć wózek z szyny prowadnicy rolkowej.
10. Przed ponownym zamontowaniem wózka w szynie należy upewnić się, że bieżnie i rolki są odpowiednio przesmarowane rekomendowanym smarem.