Zamknij




Strona główna
Generals
6. Sposób postępowania podczas montażu elementów wykonanych z tworzyw sztucznych
Pobierz
6. SPOSÓB POSTĘPOWANIA PODCZAS MONTAŻU ELEMENTÓW WYKONANYCH Z TWORZYW SZTUCZNYCH
Tworzywo sztuczne słabo przewodzi ciepło, a jego współczynnik rozszerzalności cieplnej jest inny niż w przypadku wtopek metalowych. Dlatego przy obróbce mechanicznej otworów należy postępować tak, aby nie dopuścić do przegrzania się piast i tulei: faktycznie wytwarzane ciepło nie ulega rozproszeniu i części metalowe rozszerzają się, powodując naprężenia tworzyw sztucznych, co osłabia wytrzymałość konstrukcji (duroplasty). Ponadto, w przypadku tworzyw termoplastycznych (technopolimerów) może zostać osiągnięta temperatura zbliżona do tej, w której ulegają one uplastycznieniu, stwarzając ryzyko obluzowania się metalowej wtopki.
W związku z tym zawsze należy dobierać szybkość i posuw skrawania tak, aby nie powodowały one nadmiernego miejscowego nagrzewania się, oraz stosować intensywne chłodzenie wtedy, gdy średnica i głębokość otworów jest duża w stosunku do rozmiarów wtopki.
W celu zachowania maksymalnego połysku powierzchni zalecamy, aby po zakończeniu procesu obróbki mechanicznej unikać pozostawiania na dłuższy czas mokrego tworzywa sztucznego i usuwać z powierzchni wszelką pozostającą na nim zemulgowaną wodę. W miarę możliwości należy używać wyłącznie oleju.
Do osadzania niektórych kół pokrętnych lub pokręteł zazwyczaj potrzebne jest wykonanie czynności obróbkowych:
- Obróbka otworu osiowego w piaście (otwór nieprzelotowy)
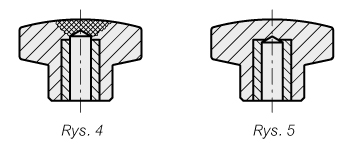
Przy obróbce otworu we wbudowanej metalowej piaście zawsze należy unikać działania przedstawionego na rys.4, ponieważ zarówno podczas czynności wiercenia, jak i w trakcie mocowania wałka w tworzywie mogą powstać naprężenia, stwarzając ryzyko pęknięcia lub oderwania się części, która została zaznaczona kratką. Najbardziej racjonalny sposób postępowania został przedstawiony na rys.5.
Pragniemy zwrócić uwagę, że w przypadku elementów oferowanych przez firmę ELESA+GANTER ponowna obróbka otworu osiowego zgodnie z odpowiednimi powyższymi warunkami możliwa jest dzięki temu, że długość wbudowanych tulei jest zawsze podana w tabeli dotyczącej każdego artykułu. W związku z tym w celu uzyskania odpowiedniej głębokości otworu należy po prostu sprawdzić dane podstawowe.
- Obróbka otworu osiowego w piaście (otwór przelotowy)
W przypadku gdy czynność wiercenia ma wpływ nie tylko na metalową piastę, lecz także na warstwę tworzywa stanowiącego osłonę, należy dokładnie wycentrować kółko ręczne i rozpocząć wiercenie od strony tworzywa, gdyż w przeciwnym razie przy wychodzeniu narzędzia z otworu część tworzywa może się wyłamać.
- Gwintowanie promieniowego otworu w piaście pod wkręt dociskowy
Powinno ono zostać wykonane zgodnie z powyższą instrukcją. Należy unikać gwintowania metalu i tworzywa sztucznego: lepiej jest wywiercić otwór w tworzywie sztucznym i gwintować tylko wstawkę metalową.
Nawiercanie lub gwintowanie tworzywa sztucznego powinno być wykonywane tylko w wyjątkowych sytuacjach. Należy pamiętać, że trudne rozpraszanie się powstałego miejscowo ciepła, również na skutek tarcia pomiędzy tworzywem sztucznym a narzędziem skrawającym, powoduje znacznie gorszą pracę tego ostatniego, a w efekcie szybkie zużycie ostrza (zalecane jest stosowanie narzędzi z węglikami spiekanymi).
-
Generals
-
1. Tworzywa
- 1.1 Wytrzymałość mechaniczna
- 1.2 Wytrzymałość termiczna
- 1.3 Twardość i wytrzymałość powierzchni
- 1.4 Odporność na czynniki chemiczne
- 1.5 Odporność na czynniki atmosferyczne i promieniowanie uv
- 1.6 Wytrzymałość ogniowa
- 1.7 Właściwości elektryczne
- 1.8 Wykończenie powierzchni i możliwość czyszczenia
- 1.9 Zgodność z międzynarodowymi standardami
- 1.10 Kompetencje działu technicznego elesa+ganter
- 2. Materiały metalowe
- 3. Inne materiały
- 4. Tolerancje maszynowe
- 5. Rękojeści stałe
- 6. Sposób postępowania podczas montażu elementów wykonanych z tworzyw sztucznych
- 7. Wykonania specjalne
- 8. Kolory
- 9. Dane dotyczące testów
-
10. Tabele danych technicznych
- 10.1 Tabele przeliczeniowe
- 10.2 Otwory i czopy kwadratowe din 79
- 10.3 Rowki wpustowe DIN 6885
- 10.4 Otwory poprzeczne GN 110 i GN 110.1
- 10.5 Gwinty metryczne wg DIN 13 ISO
- 10.6 GWiNT DIN 228 cylindryczny GaS-BSP
- 10.7 Parametry wytrzymałościowe wg DIN EN ISO 898-1 | DIN EN 20898-2
- 10.8 DIN ISO 286 ISO-Tolerancje podstawowe
- 10.9 Klasyfikacja stopnia ochrony IP
- 10.10.1 PFB | PRB Zabezpieczanie gwintu przez skasowanie luzu cząstkową powłoką z poliamidu /całkowitą powłoką z poliamidu
- 10.10.2 MVK (mikrokapsułkowanie) zabezpieczenie gwintu czerwoną substancją klejącą .
- 10.11 Charakterystyka stali nierdzewnych
- 10.12 Obróbka powierzchni
- 10.13 Właściwości stali węglowej, stopu cynku, aluminium i mosiądzu
- 10.14.1 Właściwości duroplastu, elastomeru, technopolimeru i gumy
- 10.14.2 Właściwości duroplastu, elastomeru, technopolimeru i gumy
- 10.14.3 Właściwości duroplastu, elastomeru, technopolimeru i gumy
- 10.15 Nośność uchwytów
- 10.16 Nośność zawiasów metalowych
- 10.17 Wytrzymałość trzpieni ustalających
- 10.18 Zestawy montażowe GN 965 i GN 968
- 11. Wibroizolatory
-
1. Tworzywa
- Konstrukcja higieniczna (HYGIENIC DESIGN)
- Elementy napędowe
- Pokrętła zaciskowe
- Elementy sterujące
- Wskaźniki
- Elementy ustalające
- Przeguby
- Elementy przekładni
- Stopy wahliwe
- Zawiasy
- Zamki
- Dociskacze, napinacze, zapięcia
- Elementy układów hydraulicznych
- Łączniki do profili rurowych
- Koła i zestawy kołowe
- Magnesy
- Elementy przenośników
- Prowadnice liniowe
- Wibroizolatory
- Przyssawki próżniowe i akcesoria
- Sprężyny elastomerowe