Zamknij




Strona główna
Generals
10.10.2 MVK (mikrokapsułkowanie) zabezpieczenie gwintu czerwoną substancją klejącą .
Pobierz
MVK (mikrokapsułkowanie) zabezpieczenie gwintu czerwoną substancją klejącą .
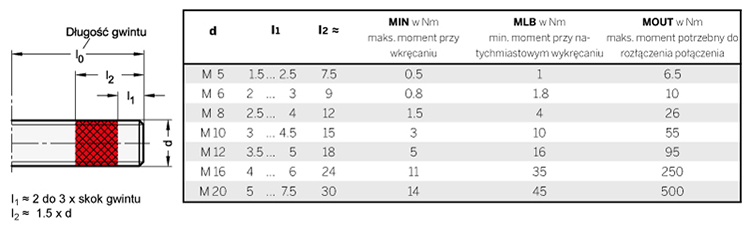
Wartości momentów odkręcania i dokręcania są zgodne z normą DIN 267 cz. 27. Opierają się one na testach przeprowadzonych dla gwintu bez wstępnego naprężenia, z nakrętką 6H, w temperaturze pokojowej. Dla długości gwintów l0< l2, długość l2 skraca się tak, że jeden lub dwa końcowe zwoje gwintu są niepowleczone.
Oznaczenie
Mikrokapsułkowanie MVK (klejenie) polega na osadzeniu w powłoce gwintu ciekłej żywicy i utwardzacza zamkniętych w polimerowych mikrokapsułkach w nośniku podobnym do lakieru. Powłoka ta wysycha i komponent może być przechowywany i obsługiwany w normalny sposób. Podczas wkręcania gwintu kapsułki rozrywają się pod wpływem ciśnienia i tarcia pomiędzy dwoma gwintami. Żywica i utwardzacz wchodzą w reakcję chemiczną, powodując wiązanie kleju, co prowadzi do unieruchomienia połączenia gwintowego.
Wiązanie mieszanki rozpoczyna się po 10-15 minutach. Wstępne utwardzenie wystarczające do osadzenia gwintu następuje po około 30 minutach, natomiast pełne utwardzenie zachodzi po 24 godzinach.
Regulacje i czynności nastawne należy ukończyć w ciągu około 5 minut.
Powstałe w ten sposób połączenie gwintowe można rozkręcić, gdy do gwintu przyłoży się moment MOUT, zgodny ze wskazaniami przedstawionymi w tabeli, lub gdy ogrzeje się dany element do temperatury powyżej 170 °C. Ponowne użycie rozkręconego elementu nie jest zalecane.
Odtłuszczony gwint gwarantuje najlepsze działanie kleju.
Elementy, w których zastosowano opisywany proces, mogą być eksploatowane przez okres do 4 lat bez utraty swoich właściwości.
Funkcje
– Gwinty z klejem w mikrokapsułkach MVK na ogół używane są w maszynach podlegających działaniu wibracji, co zapobiega ich samoczynnemu odkręcaniu się. Rozwiązanie to nie nadaje się do wykorzystania w śrubach regulacyjnych
– Wyeliminowane zostaje magazynowanie ciekłego kleju, co może być istotne w przypadku zastosowań części standardowych
– Niski moment wkręcania
– Odporność temperaturowa od – 40 °C do 170 °C
– Doskonała stabilność chemiczna
GPC Uszczelnianie gwintów powłoką Precote 5 (biała)
Oznaczenie
Precote 5 jest niereaktywną, błonotwórczą, dyspersyjną substancją mineralną do powlekania gwintów.
Powłoka nadaje się do uszczelniania gwintów zarówno cylindrycznych, jak i stożkowych przeciwko cieczom i gazom, uniemoliwiając jednocześnie korozję połączenia gwintowego.
Powłoka jest bezrozpuszczalnikowa, sucha, całkowicie pozbawiona lepkości. Nie stanowi zagrożenia dla zdrowia.
Minimalna stabilność podczas przechowywania w stanie niezamontowanym wynosi 4 lata.
Funkcje
– Powłoka uszczelniająca jest związana ze śrubą. Zmniejsza potrzeba specjalnego magazynowania i nanoszenia powłok uszczelniających
– Efekt uszczelnienia zachodzi po zamontowaniu, nie jest wymagany czas utwardzania
– Współczynnik tarcia gwintu pozostaje praktycznie niezmienny, moment potrzebny do odkręcenia jest niewielki, maks. do jednokrotnego użytku.
– Współczynnik tarcia gwintu pozostaje praktycznie niezmienny, moment potrzebny do odkręcenia jest niewielki, maks. do jednokrotnego użytku.
– Odporność temperaturowa od – 50 °C do 180 °C
– Dobra odporność chemiczna, np. oleje, woda, beznyna i rozpuszczalniki
-
Generals
-
1. Tworzywa
- 1.1 Wytrzymałość mechaniczna
- 1.2 Wytrzymałość termiczna
- 1.3 Twardość i wytrzymałość powierzchni
- 1.4 Odporność na czynniki chemiczne
- 1.5 Odporność na czynniki atmosferyczne i promieniowanie uv
- 1.6 Wytrzymałość ogniowa
- 1.7 Właściwości elektryczne
- 1.8 Wykończenie powierzchni i możliwość czyszczenia
- 1.9 Zgodność z międzynarodowymi standardami
- 1.10 Kompetencje działu technicznego elesa+ganter
- 2. Materiały metalowe
- 3. Inne materiały
- 4. Tolerancje maszynowe
- 5. Rękojeści stałe
- 6. Sposób postępowania podczas montażu elementów wykonanych z tworzyw sztucznych
- 7. Wykonania specjalne
- 8. Kolory
- 9. Dane dotyczące testów
-
10. Tabele danych technicznych
- 10.1 Tabele przeliczeniowe
- 10.2 Otwory i czopy kwadratowe din 79
- 10.3 Rowki wpustowe DIN 6885
- 10.4 Otwory poprzeczne GN 110 i GN 110.1
- 10.5 Gwinty metryczne wg DIN 13 ISO
- 10.6 GWiNT DIN 228 cylindryczny GaS-BSP
- 10.7 Parametry wytrzymałościowe wg DIN EN ISO 898-1 | DIN EN 20898-2
- 10.8 DIN ISO 286 ISO-Tolerancje podstawowe
- 10.9 Klasyfikacja stopnia ochrony IP
- 10.10.1 PFB | PRB Zabezpieczanie gwintu przez skasowanie luzu cząstkową powłoką z poliamidu /całkowitą powłoką z poliamidu
- 10.10.2 MVK (mikrokapsułkowanie) zabezpieczenie gwintu czerwoną substancją klejącą .
- 10.11 Charakterystyka stali nierdzewnych
- 10.12 Obróbka powierzchni
- 10.13 Właściwości stali węglowej, stopu cynku, aluminium i mosiądzu
- 10.14.1 Właściwości duroplastu, elastomeru, technopolimeru i gumy
- 10.14.2 Właściwości duroplastu, elastomeru, technopolimeru i gumy
- 10.14.3 Właściwości duroplastu, elastomeru, technopolimeru i gumy
- 10.15 Nośność uchwytów
- 10.16 Nośność zawiasów metalowych
- 10.17 Wytrzymałość trzpieni ustalających
- 10.18 Zestawy montażowe GN 965 i GN 968
- 11. Wibroizolatory
-
1. Tworzywa
- Konstrukcja higieniczna (HYGIENIC DESIGN)
- Elementy napędowe
- Pokrętła zaciskowe
- Elementy sterujące
- Wskaźniki
- Elementy ustalające
- Przeguby
- Elementy przekładni
- Stopy wahliwe
- Zawiasy
- Zamki
- Dociskacze, napinacze, zapięcia
- Elementy układów hydraulicznych
- Łączniki do profili rurowych
- Koła i zestawy kołowe
- Magnesy
- Elementy przenośników
- Prowadnice liniowe
- Wibroizolatory
- Przyssawki próżniowe i akcesoria
- Sprężyny elastomerowe