Zamknij




Pobierz
5. RĘKOJEŚCI STAŁE
Do mocowania rękojeści na trzpieniu stosowane są rozmaite systemy połączeń:
- rękojeść z mosiężną wtopką lub nakrętką zainstalowane podczas procesu wtrysku tworzywa do zamocowania na gwintowanym trzpieniu;
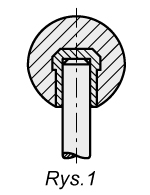
- rękojeść ze specjalną tulejką zaciskową z technopolimeru i trzpień gładki, bez gwintu (oryginalna konstrukcja ELESA) z pręta ciągnionego (tolerancja h9 wg ISO): połączenie wciskowe. To rozwiązanie zabezpiecza rękojeść przed obluzowaniem, zarówno na skutek wibracji, jak i przypadkowego obracania gałki ręką operatora;
- rękojeść z gwintem uformowanym w tworzywie i trzpień gwintowany.
Elementy z gwintem uformowanym w tworzywie maja tę zaletę, że średnica ich gwintu jest minimalnie mniejsza od średnicy śruby, na której mają być montowane. Oznacza to, że podczas nakręcania rękojeści w temperaturze pokojowej powstaje sprężysty i efektywny zacisk.
Jeszcze lepszy efekt można uzyskać przez podgrzanie rękojeści do ok. 80° - 90°C przed samym nakręceniem na trzpień. Ta metoda nie tylko pozwala na łatwiejszy montaż w wyniku rozszerzalności cieplnej tworzywa ale i daje w rezultacie ścisłe dopasowanie gwintów w trakcie stygnięcia. Innym czynnikiem wpływającym na jeszcze ściślejsze unieruchomienie są nierówności gwintu na trzpieniu.
The solution with a self-locking bushing made of special technopolymer Rozwiązanie z tulejką zaciskową z technopolimeru (Rys. 1) jest najskuteczniejszą metodą zapobiegającą obluzowaniu rękojeści w czasie używania. Elastyczna tulejka mocująca rękojeść na wałku nie ulega wpływowi wibracji i mocowanie jest ścisłe.
Ponadto rękojeść nie obluzuje się nawet przy dużych obciążeniach osiowych. Rezultaty przeprowadzonych w naszych laboratoriach badań i testów potwierdzają zasadność mocowania z użyciem technopolimerowych tulejek zaciskowych (Rys.2 i 3).
Rys.2 pokazuje zależność siły [N] potrzebnej do ściągnięcia rękojeści w stosunku do średnicy trzpienia (mm), (po odtłuszczeniu trzpienia trójchloroetylenem i wysuszeniu). Dwie krzywe reprezentują najmniejszą i największą wartość siły uzyskaną dla 100 prób z gałką z otworem o średnicy 12mm. Wartości siły osiowej w zacieniowanej strefie A odpowiadają wymiarom wałka dla tolerancji (h9).
Rys. 3 pokazuje wartość średniej siły osiowej potrzebnej do rozłączenia w zależności od stanu powierzchni trzpienia. Zanieczyszczenie trzpienia olejem lub resztkami emulsji zmniejsza wartość siły potrzebnej do ściągnięcia rękojeści. Ale nawet w takich warunkach siła potrzebna do ściągnięcia rękojeści pozostaje znaczna i gwarantuje pewne działanie.
Użycie tego typu rękojeści obniża koszty, gdyż nie jest wymagane gwintowanie trzpienia, a specjalna zaciskowa wstawka z technopolimeru pozwala na elastyczne połączenie, podczas gdy zewnętrzna część rękojeści zachowuje twardość i walory tworzywa termoutwardzalnego.
Instrukcja montażu: ostrożnie nasunąć rękojeść na koniec lekko sfazowanego trzpienia, wcisnąć ile się da ręką lub prasą. Alternatywnie można dobić drewnianym lub plastikowym młotkiem do oporu ale w takim przypadku sugerujemy przykrcie powierzchni rękojeści miękkim materiałem w celu zabezpieczenia przed uszkodzeniem.

-
Generals
-
1. Tworzywa
- 1.1 Wytrzymałość mechaniczna
- 1.2 Wytrzymałość termiczna
- 1.3 Twardość i wytrzymałość powierzchni
- 1.4 Odporność na czynniki chemiczne
- 1.5 Odporność na czynniki atmosferyczne i promieniowanie uv
- 1.6 Wytrzymałość ogniowa
- 1.7 Właściwości elektryczne
- 1.8 Wykończenie powierzchni i możliwość czyszczenia
- 1.9 Zgodność z międzynarodowymi standardami
- 1.10 Kompetencje działu technicznego elesa+ganter
- 2. Materiały metalowe
- 3. Inne materiały
- 4. Tolerancje maszynowe
- 5. Rękojeści stałe
- 6. Sposób postępowania podczas montażu elementów wykonanych z tworzyw sztucznych
- 7. Wykonania specjalne
- 8. Kolory
- 9. Dane dotyczące testów
-
10. Tabele danych technicznych
- 10.1 Tabele przeliczeniowe
- 10.2 Otwory i czopy kwadratowe din 79
- 10.3 Rowki wpustowe DIN 6885
- 10.4 Otwory poprzeczne GN 110 i GN 110.1
- 10.5 Gwinty metryczne wg DIN 13 ISO
- 10.6 GWiNT DIN 228 cylindryczny GaS-BSP
- 10.7 Parametry wytrzymałościowe wg DIN EN ISO 898-1 | DIN EN 20898-2
- 10.8 DIN ISO 286 ISO-Tolerancje podstawowe
- 10.9 Klasyfikacja stopnia ochrony IP
- 10.10.1 PFB | PRB Zabezpieczanie gwintu przez skasowanie luzu cząstkową powłoką z poliamidu /całkowitą powłoką z poliamidu
- 10.10.2 MVK (mikrokapsułkowanie) zabezpieczenie gwintu czerwoną substancją klejącą .
- 10.11 Charakterystyka stali nierdzewnych
- 10.12 Obróbka powierzchni
- 10.13 Właściwości stali węglowej, stopu cynku, aluminium i mosiądzu
- 10.14.1 Właściwości duroplastu, elastomeru, technopolimeru i gumy
- 10.14.2 Właściwości duroplastu, elastomeru, technopolimeru i gumy
- 10.14.3 Właściwości duroplastu, elastomeru, technopolimeru i gumy
- 10.15 Nośność uchwytów
- 10.16 Nośność zawiasów metalowych
- 10.17 Wytrzymałość trzpieni ustalających
- 10.18 Zestawy montażowe GN 965 i GN 968
- 11. Wibroizolatory
-
1. Tworzywa
- Konstrukcja higieniczna (HYGIENIC DESIGN)
- Elementy napędowe
- Pokrętła zaciskowe
- Elementy sterujące
- Wskaźniki
- Elementy ustalające
- Przeguby
- Elementy przekładni
- Stopy wahliwe
- Zawiasy
- Zamki
- Dociskacze, napinacze, zapięcia
- Elementy układów hydraulicznych
- Łączniki do profili rurowych
- Koła i zestawy kołowe
- Magnesy
- Elementy przenośników
- Prowadnice liniowe
- Wibroizolatory
- Przyssawki próżniowe i akcesoria
- Sprężyny elastomerowe