Zamknij




DIN-808-ST
DIN 808
Przeguby krzyżakowe z łożyskowaniem ślizgowym / Łożyskowane igiełkowo
Stal / stal nierdzewna, pojedyncze lub podwójne
Stal, łożyskowanie igiełkowe
Stal / stal nierdzewna, pojedyncze lub podwójne
Stal, łożyskowanie igiełkowe



SpecyfikacjaInformacjeNa życzenieDane techniczneWskazówki montażowe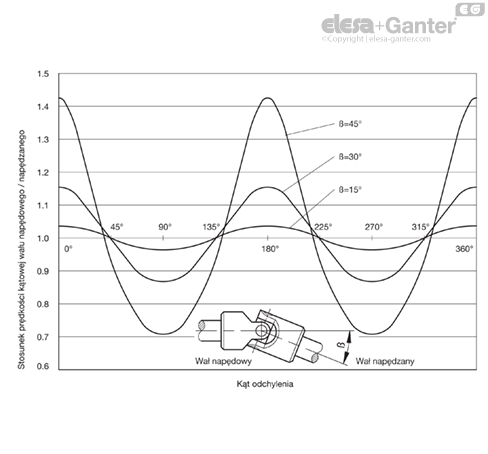
 Zasady doboru
Zasady doboru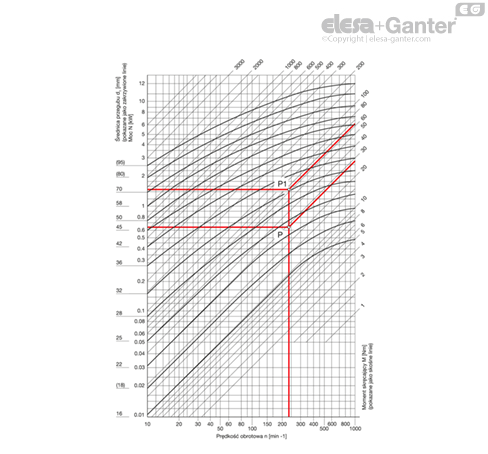
Specyfikacja
Przeguby krzyżakowe z łożyskowaniem ślizgowym
Wersja ze stali
Wykonania otworów
- Wersja B: bez rowka wpustowego
- Wersja K: z rowkiem wpustowym
- Wersja V: z otworem kwadratowym
Wykonania
- Typ EG: pojedynczy, z łożyskowaniem ślizgowym
- Typ DG: podwójny, z łożyskowaniem ślizgowym
Stal
Bez powłoki
Łączniki przegubu / szpilki / panewki łożysk
stal hartowana
Przeguby krzyżakowe z łożyskowaniem igiełkowym
Wersja ze stali
Wykonania otworów
- Wersja B: bez rowka wpustowego
- Wersja K: z rowkiem wpustowym
- Wersja V: z otworem kwadratowym
Wykonania
- Typ EW: pojedynczy z łożyskowaniem igiełkowym
- Typ DW: podwójny, z łożyskowaniem igiełkowym
Stal
Bez powłoki
Panewki łożysk, szpilki
stal hartowana
Przeguby krzyżakowe z łożyskowaniem ślizgowym
Wersja ze stali nierdzewnej
Wykonania otworów
- Wersja B: bez rowka wpustowego
- Wersja K: z rowkiem wpustowym
- Wersja V: z otworem kwadratowym
Wykonania
- Typ EG: pojedynczy, z łożyskowaniem ślizgowym
- Typ DG: podwójny, z łożyskowaniem ślizgowym
Stal nierdzewna AISI 304 NI
Informacje
Dopuszczalna prędkość obrotowa przegubów krzyżakowych z łożyskowaniem ślizgowym DIN 808 jest ściśle uzależniona od warunków pracy: obciążenia, wymaganej żywotności, kąta odchylenia i smarowania.. Do pracy powyżej 1000 obr./min należy stosować przeguby krzyżakowe z łożyskowaniem igiełkowym. Dla pracy ciągłej musi być zapewnione smarowanie. W tym celu należy użyć mieszków ochronnych i wypełnić je smarem GN 808.1.
Dopuszczalna prędkość obrotowa przegubów krzyżakowych z łożyskowaniem igiełkowym DIN 808 jest wyższa niż w przypadku przegubów z łożyskowaniem ślizgowym, ale nadal jest uzależniona od obciążenia (przenoszonego momentu), wymaganej żywotności oraz kąta odchylenia. W optymalnych zastosowaniach możliwe jest osiągnięcie prędkości do 4000 obr./min . Łożyskowanie igiełkowe w porównaniu z łożyskowaniem ślizgowym sprawia, że przeguby krzyżakowe o kącie odchylenia od 3° do 5° są wydajniejsze. Łożyskowanie igiełkowe jest stale smarowane, dzięki czemu nie wymaga serwisowania. Informacje dotyczące wyboru przegubów krzyżakowych z łożyskowaniem igiełkowym.
Ponieważ ruchome części uniwersalnych przegubów ze stali nierdzewnej DIN 808 nie są poddawane obróbce powierzchniowej, tj. nie są hartowane powierzchniowo, możliwości zastosowania tych przegubów są bardziej ograniczone niż w przypadku przegubów wykonanych ze stali węglowej. Zatem wytyczne dotyczące wyboru przegubów krzyżakowych z łożyskowaniem ślizgowym w przypadku wersji ze stali nierdzewnej zgodnie ze schematem mogą być zastosowane wyłącznie w ograniczonym zakresie. Prędkości obrotowe powyżej 200 min-1 mogą okazać się krytyczne. Dla pracy ciągłej przegubów krzyżakowych ze stali nierdzewnej bardzo ważne jest obfite smarowanie. W tym celu należy użyć mieszków ochronnych i wypełnić je smarem GN 808.1. Podany przykład zamówienia dotyczy przegubów krzyżakowych z tymi samymi otworami po obu stronach d2 lub s.
Na życzenie
- z innymi lub specjalnymi otworami
Dane techniczne
- Otwory poprzeczne GN 110.1
Wskazówki montażowe
Pojedyncze przeguby krzyżakowe przenoszą moment obrotowy w sposób niejednostajny. W trakcie jednego obrotu wał napędzany jest przyspieszany i opóźniany dwukrotnie. Amplituda tych zmian zależy od kąta odchylenia ß.
Aby uzyskać jednostajny obrót wału napędzanego należy zastosować dwa pojedyncze lub jeden podwójny przegub. W przypadkach gdy akceptowalne są niewielkie odchyłki w jednostajności ruchu lub kąt odchylenia jest niewielki, wystarczy jeden pojedynczy przegub.
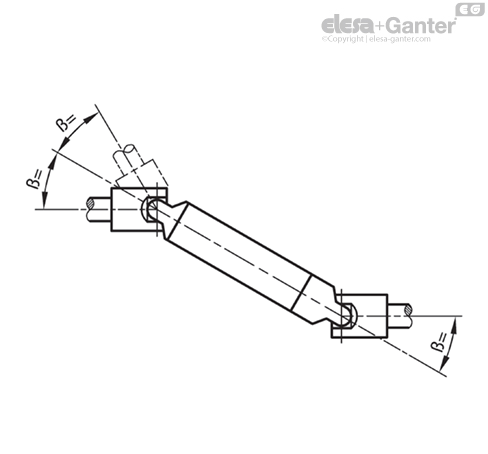
Aby uzyskać jednostajny ruch obrotowy wału napędzanego kąt odchylenia ß musi być taki sam po obu stronach połączenia przegubowego.
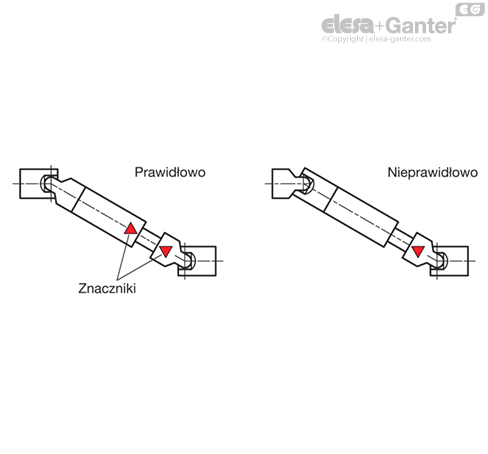
Przy nieodpowiednim połączeniu wałów przegubowych, nieregularny obrót nie jest kompensowany, lecz wzmocniony co powoduje, że łożyska przegubu mogą ulec zniszczeniu. Z tego powodu znaczniki na przegubach muszą być ustawione naprzeciw siebie.
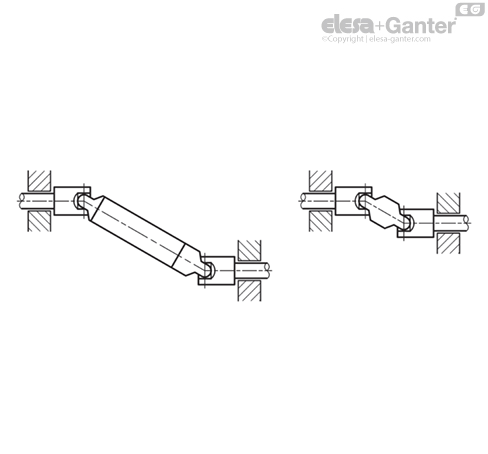
Ponadto łożyska muszą być jak najbliżej przegubów krzyżakowych.
Dla ciągłej pracy przegubów krzyżakowych z łożyskowaniem ślizgowym wymagane jest odpowiednie smarowanie. Jeśli smarowanie automatyczne jest niemożliwe, przeguby powinny być smarowane przynajmniej raz dziennie. Można również zastosować mieszek ochronny GN 808.1, który wypełnia się smarem lub olejem.
Zasady doboru
Przeguby krzyżakowe z łożyskowaniem ślizgowym, typ EG
Nomogram podaje przenoszoną moc N (i / lub) moment skręcający M przenoszony przez przeguby krzyżakowe DIN 808, typ EG (łożyskowanie ślizgowe, przegub pojedynczy) w relacji z prędkością obrotową (n)
Wartości obowiązują dla stałych obrotów, równomiernego obciążenia i odchylenia o kąt max. 10°. Nie obowiązują dla przegubów ze stali nierdzewnej.
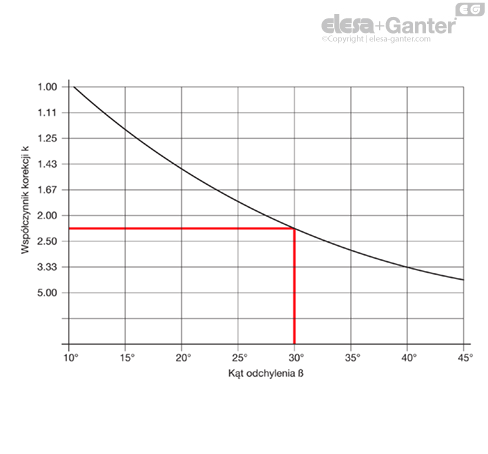
Dla pracy przy odchyleniach kątowych ß większych niż 10º należy przyjąć zastępczą moc N’ lub moment M’ powiększone o współczynnik k (patrz przykład poniżej).
Wzór przekształceń:
Moment skręcający M [Nm] = 9550 N[kW]/n [min-1]
Moc N [kW] = M [Nm] x n [min-1]
1 kW = 1.36 PS / 1 PS = 0.736 kW
Przykład 1
Moc przenoszona N = 0.65 kW
prędkość obrotowa (n) = 230 min-1
kąt odchylenia ß = 10°
współczynnik korekcji k = 1
moc zastępcza N’ = Moc znamionowa N
Punkt przecięcia P linii mocy 0.65 kW i obrotów 230 min-1 (odpowiada momentowi 27 Nm).
Dla wyznaczonego punktu P najbliższy większy przegub krzyżakowy ma średnicę d1 = 25 mm.
Przykład 2
moment M = 27 Nm
prędkość obrotowa (n) = 230 min-1
kąt odchylenia ß = 30°
współczynnik k = 2.25
moment zastępczy M’ = 2.25 x 27 Nm = 60 Nm
Punkt przecięcia P1 linii momentu 61 Nm i obrotów 230 min-1 (odpowiada mocy zastępczej N = 1.47 kW).
Punktowi P1 odpowiada najbliższy większy przegub d1 = 36
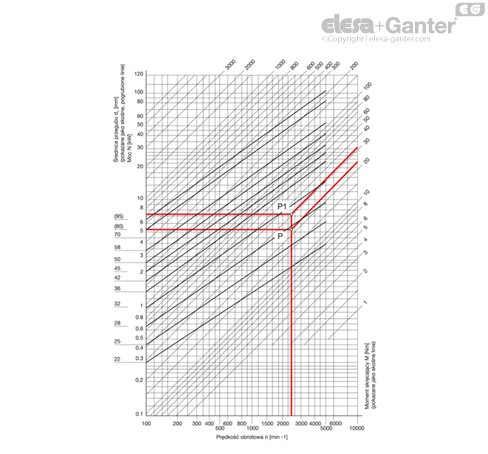
Przeguby krzyżakowe z łożyskowaniem ślizgowym, typ EW
Nomogram podaje przenoszoną moc N (i / lub) moment skręcający M przenoszony przez przeguby krzyżakowe DIN 808, typ EW (łożyskowanie igiełkowe, przegub pojedynczy) w relacji z prędkością obrotową (n).
Wartości obowiązują dla stałych obrotów, równomiernego obciążenia i odchylenia o kąt max. 10°.
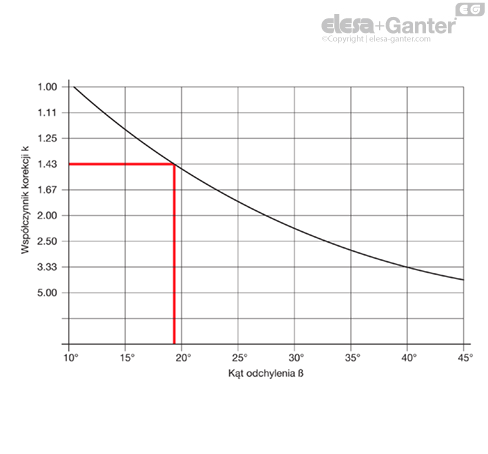
Dla pracy przy odchyleniach kątowych ß większych niż 10º należy przyjąć zastępczą moc N’ lub moment M’ powiększone o współczynnik k (patrz przykład poniżej).
Wzór przekształceń:
Moment skręcający M [Nm] = 9550 N[kW]/n [min-1]
Moc N [kW] = M [Nm] x n [min-1]
1 kW = 1.36 PS / 1 PS = 0.736 kW
Przykład 1
Moc przenoszona N = 5.5 kW
prędkość obrotowa (n) = 230 min-1
kąt odchylenia ß = 10°
współczynnik korekcji k = 1
moc zastępcza N’ = Moc znamionowa N
Punkt przecięcia P linii mocy 5.5 kW i obrotów 2300 min-1 (odpowiada momentowi 23 Nm).
Dla wyznaczonego punktu P najbliższy większy przegub krzyżakowy ma średnicę d1 = 28mm.
Przykład 2
Moment M = 23 Nm
prędkość obrotowa n = 2300 min-1
Kąt odchylenia ß = 18°
Współczynnik k = 1.43
Moment zastępczy M’ = 1.43 x 23 Nm = 33 Nm
Punkt przecięcia P1 linii momentu 33 Nm i obrotów 2300 min-1 (odpowiada mocy zastępczej N = 7.9 kW).
Punktowi P1 odpowiada najbliższy większy przegub d1 = 36.
/RedirectToProductView?storeId=10152&langId=-22&catalogId=11551&getCategoryPadre=true&=
Zapytaj nas - odpowiemy jak najszybciej.
*Pole obowiązkowe
Twoje zapytanie zostało przesłane i odpowiemy na nie w najkrótszym możliwym czasie.
Error
Te produkty mogą Cię zainteresować