Zamknij



GN 2496-E
GN 2496
Rolki ze stali nierdzewnej
Do szyn rolkowych prowadnic liniowych ze stali nierdzewnej GN 2492
Rolka mimośrodowa z mimośrodowo przesuniętą osią obrotu
Do szyn rolkowych prowadnic liniowych ze stali nierdzewnej GN 2492
Rolka mimośrodowa z mimośrodowo przesuniętą osią obrotu



Specyfikacja
Specyfikacja
Wykonania
- Typ B: Rolka z osiowym przelotowym otworem montażowym
- Typ N: Standardowa rolka z centralną osią obrotu
- Typ E: Rolka mimośrodowa z mimośrodowo przesuniętą osią obrotu
Kod
- X: Do stałej szyny prowadnicy rolkowej
Rolka
- Stal nierdzewna AISI 440C
- Zabezpieczenie przed kurzem i wodą
- Ciągłe smarowanie łożysk Smar łożyskowy, zgodny z FDA, klasa H1
Pierścienie uszczelniające
Guma (NBR), Kolor niebieski 2RS
Oś rolki
stal nierdzewna AISI 316L
Temperatura pracy -40 °C do 100 °C
Informacje
Rolki ze stali nierdzewnej GN 2496 można stosować w połączeniu z szynami rolkowymi prowadnic liniowych ze stali nierdzewnej GN 2492 tworzą gotowe, kompaktowe systemy prowadnic liniowych.
Powierzchnie zewnętrzne rolek mają kształt nieco kulisty, dzięki czemu, w połączeniu z szynami o odpowiednim kształcie, zapewniają idealną płynność i liniowość ruchu w czterech punktach styku. Materiał, z którego są wykonane, umożliwia również zastosowanie ich w szczególnie agresywnych warunkach, jakie występują np., w branży chemicznej, farmaceutycznej, medycznej lub spożywczej.
W połączeniu z szyną układ rolek łożyskowych może wymagać ustawienia odpowiedniego luzu łożyskowego lub wstępnego napięcia. Takie korekty możemy przeprowadzić dzięki możliwości regulacji rolek mimośrodowych (typ E).Wymagany klucz płaski można zamówić oddzielnie jako GN 2424.1.
Rolki ze stali nierdzewnej można stosować w połączeniu z niestandardowymi szynami pod warunkiem dopasowania ich geometrii.
Uszczelnione i w sposób ciągły smarowane rolki gwarantują najwyższe parametry pracy i długą żywotność.
Akcesoria
- Klucz do rolek GN 2424.1-13-15
Ogólne informacje na temat montażu
Podczas użytkowania i montażu systemów szyn prowadnic ze stali nierdzewnej należy wziąć pod uwagę poniższe wytyczne dotyczące instalacji.
Zapewniają one płynną i cichą pracę, niskie zużycie oraz właściwe działania w długim okresie użytkowania.
- Systemy szyn prowadnic liniowych ze stali nierdzewnej instaluje się zwykle w parach. Otaczająca je konstrukcja powinna zapewniać odpowiednią sztywność, np. aby zminimalizować błędy geometrii spowodowane odkształceniem sprężystym.
- Powierzchnie montażowe systemów szyn prowadnic liniowych (szyn prowadnic i wózków rolkowych) muszą być równe, równoległe, a także odpowiednio usytuowane względem siebie. Zakres ruchu liniowego wózka ustala się za pomocą ograniczników zewnętrznych. W przypadku stosowania kilku ograniczników, wózek powinien opierać się o nie w tym samym czasie.
- Otwory montażowe powinny być wykonane w taki sposób, aby wykluczyć skręcenie lub wypaczenie szyn prowadnic ze stali nierdzewnej podczas montażu.
- Po zamontowaniu systemów szyn prowadnic liniowych należy je sprawdzić pod kątem zapewniania płynnego ruchu. Jeżeli występują jakieś nieprawidłowości, jak zacinanie się wózka rolkowego lub jego wypaczenie, należy ustalić przyczyny i odpowiednio je wyeliminować.
Otwory i śruby mocujące
Podczas montażu należy wykorzystać wszystkie otwory montażowe w szynie prowadzącej i wszystkie gniazda gwintowane w wózku rolkowym. Dzięki temu siły wynikające z maksymalnego obciążenia FR / FA są w pełni przenoszone na konstrukcję. Niezastosowanie wszystkich śrub mocujących zmniejsza nośność prowadnic.
Do mocowania wózków rolkowych można użyć różnych śrub z odpowiednimi gwintami. Należy przestrzegać maksymalnej głębokości wkręcenia gwintu „t”. Natomiast do montażu szyny należy użyć śrub ISO 7380 (śruby ze spłaszczonym i półkolistym łbem), aby uniknąć kolizji z wózkiem rolkowym. Dopuszcza się także możliwość stosowania śrub z łbem o takiej samej lub mniejszej wysokości. Zaleca się stosowanie śrub ze stali nierdzewnej o klasie wytrzymałości A2 lub A4-70, bądź wyższej, dokręcając je z określonym momentem siły.
Instrukcja montażu
Systemy szyn prowadnic liniowych ze stali nierdzewnej składają się z szyn prowadnic liniowych ze stali nierdzewnej GN 2492 i wózków rolkowych ze stali nierdzewnej GN 2494. Wszystkie wymagane elementy są dostarczane w stanie niezamontowanym, w oddzielnych opakowaniach.
Luz pomiędzy szyną i wózkiem rolkowym wymaga kalibracji w trakcie montażu. W trakcie montażu należy postępować zgodnie z poniższymi wytycznymi:
1. Upewnij się, że bieżnie szyn prowadnic oraz rolki są czyste.
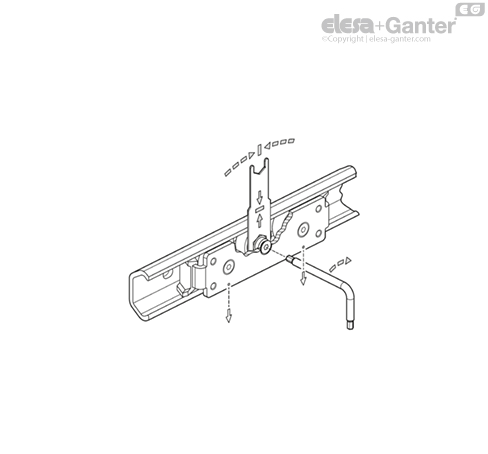
2. Poluzuj śrubę mocującą środkowej, mimośrodowej rolki prowadzącej, a następnie wsuń wózek do szyny prowadnicy rolkowej bez dostarczonych zgarniaczy (patrz kroki 4 i 6).
3. Ustaw wózek rolkowy na jednym z końców szyny prowadnicy.
4. Wprowadź klucz do rolek pomiędzy środkową rolkę mimośrodową a obudowę wózka rolkowego. Znaczniki przy śrubach mocujących zewnętrznych rolek wskazują stronę nośną wózka.
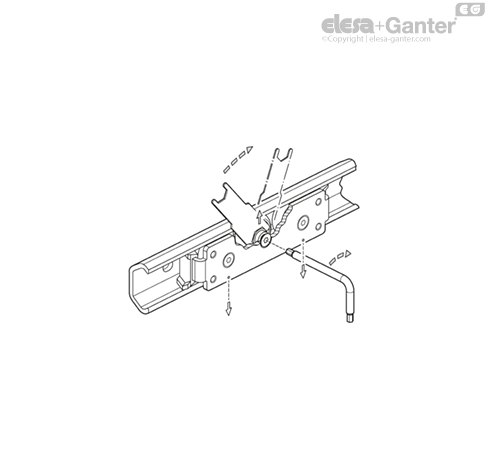
5. Obrót klucza do rolek zgodnie z ruchem wskazówek zegara powoduje przemieszczenie się rolki mimośrodowej w kierunku górnej bieżni, kasując zarazem luz w układzie. Zbyt duży nacisk rolki na górną bieżnię szyny może spowodować zwiększone tarcie i zmniejszenie żywotności układu łożyska.
6. Po dokonaniu regulacji z użyciem klucza do rolek, można delikatnie dokręcić śrubę kontrującą, aby zabezpieczyć łożysko przed obrotem. Odpowiedni moment siły dokręcenia śruby kontrującej będzie podany w kolejnych punktach.
7. Przemieść wózek rolkowy wzdłuż szyny prowadnicy i upewnij się, że luz/wstępne napięcie układu są odpowiednie w całym zakresie przesuwu. Ruch wózka w szynie prowadnicy powinien przebiegać płynnie, bez luzów i zacinania się. W razie potrzeby należy go wyregulować.
8. Następnie dokręć śruby zgodnie z momentem dokręcania podanym w tabeli (przestrzegaj wysokości konstrukcyjnej h1). Aby nie stracić ustalonej podczas regulacji pozycji kątowej rolki mimośrodowej, należy ją przytrzymać kluczem podczas dokręcania śruby mocującej (kontrującej). Można także zamocować śrubę w odpowiednim położeniu z użyciem kleju do gwintów.
| h1 (wysokość konstrukcyjna) | Siła |
| 30 | 6 Nm |
| 45 | 10 Nm |
9. Włóż zgarniacze. Wyciągnij wózek rolkowy z szyny i włóż go ponownie, aby sprawdzić położenie zgarniaczy. Zgarniacze układają się samoczynnie podczas pracy.
10. Części zamienne:
- Rolki ze stali nierdzewnej GN 2496
- Zgarniacze GN 2498
- Klucz do rolek GN 2424.1-13-15
Prędkość przesuwu
Maksymalna prędkość przesuwu systemów szyn prowadnic liniowych ze stali nierdzewnej wynosi 1,5 m/s. Dozwolone jest przyspieszenie do 2 m/s2. W przypadku stosowania ograniczników wymagane jest znaczne ograniczenie prędkości przesuwu przed tymi ogranicznikami, aby nie doszło do ich uszkodzenia.
Temperatura pracy
Szyn prowadnic liniowych można używać w temperaturze od -20°C do 100°C. Zakres temperatury określa się na podstawie materiału, z którego są wykonane zgarniacze. Jeśli nie są one wymagane, zakres ten wynosi wówczas od -40°C do 100°C (chwilowo do 120°), ponieważ w takim przypadku zakres temperatury określa się na podstawie materiału, z jakiego są wykonane pierścienie uszczelniające rolek.
Nośność
Maksymalna nośność systemu szyn prowadnic liniowych uwzględnia zastosowanie dwóch wózków rolkowych i jest ograniczona przez stabilność szyny prowadnicy. Całkowita szerokość oraz sztywność danej konstrukcji może negatywnie wpływać na nośność oraz zużycie.
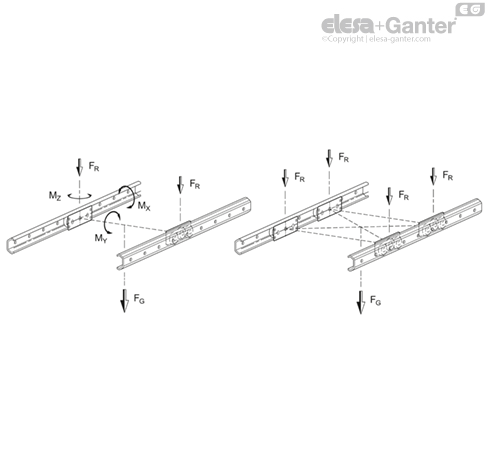
Aby osiągnąć wskazane obciążenie nominalne FR, wózek rolkowy należy zamontować w taki sposób, aby obciążenie działało na stronę, po której znajduje się największa liczba rolek. Aby nie pomylić tych stron, podstawa wózka jest oznaczona dwoma wycięciami.
Obciążenie całkowite FG, właściwe dla danego zastosowania, musi być przenoszone na wózki rolkowe jak najbliżej ich środka. Należy także unikać gwałtownych uderzeń i wstrząsów oraz mocnych wibracji oddziałujących na systemy szyn prowadnic liniowych. Nie przewiduje się przykładania ani przenoszenia momentów siły w kierunkach MX oraz MZ za pośrednictwem wózków rolkowych.
Jeśli wymagane będzie przesuwanie większych obciążeń, można zastosować dodatkową konstrukcję wsporczą (w kierunku FR), umieszczając ją na zewnątrz szyny prowadnicy, co umożliwi dodanie kolejnych wózków rolkowych. Podpora zapobiega rozchylaniu oraz ślizganiu się szyny. Należy jednak przeprowadzić test w celu sprawdzenia poprawności jej działania.
| h1 (wysokość konstrukcyjna) | FR na 1 wózek (w N) | FG, co daje N | MY na 1 wózek rolkowy w Nm | |
| z 2 wózkami rolkowymi | z 4 wózkami rolkowymi | |||
| 30 | 840 | 1680 | 3360 | 14 |
| 45 | 1690 | 3380 | 6760 | 35 |
Smarownie oraz czynności serwisowe
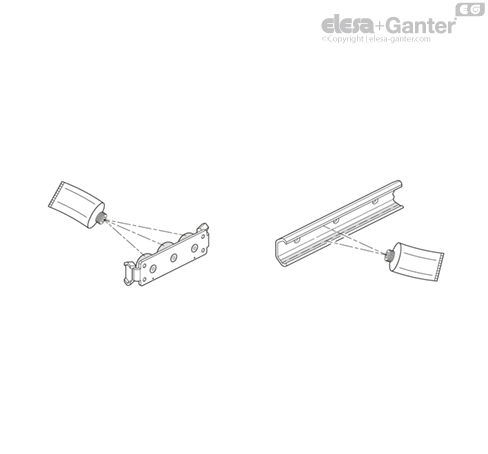
Bieżnie szyn rolkowych prowadnic liniowych oraz wózków rolkowych należy delikatnie przesmarować wysokowydajnym smarem do łożysk rolkowych, zanim zostaną użyte po raz pierwszy. Smar należy rozprowadzić równomiernie na całej długości szyny za pomocą pędzla. W normalnych warunkach można zastosować, na przykład, smar Shell Gadus S2 V220 lub Klüberplex BE 31-222. W zastosowaniach, takich jak branża spożywcza i farmaceutyczna, należy stosować środki smarne zatwierdzone przez FDA. Jest to na przykład smar Klüberfood NH1 94-301 lub Klübersynth UH1 14-151.
Po pokonaniu 50 km, po upływie sześciu miesięcy lub gdy środek smarny ulegnie widocznemu zanieczyszczeniu lub odbarwieniu, szyny i wózki rolkowe należy wyczyścić czystą szmatką i ponownie nasmarować. Jeśli potencjalne zanieczyszczenia są większe, przeglądy okresowe należy wykonywać w krótszych interwałach. W celu ochrony przed zanieczyszczeniami należy stosować odpowiednią osłonę lub umieścić systemy szyn prowadnic liniowych w optymalnym ustawieniu.
Pozycje montażu
Systemy szyn prowadnic liniowych ze stali nierdzewnej najlepiej jest instalować pionowo, parami, wyrównując je w poziomie. Zapewnia to największą możliwą stabilność i sztywność skrętną w najmniejszej przestrzeni montażowej. Ten układ zapewnia optymalne właściwości robocze i minimalne zużycie.
W przeciwieństwie do teleskopowych prowadnic liniowych systemy szyn prowadnic liniowych można stosować w pionie z uwagi na brak poślizgu koszyka łożyskowego.. Należy tylko wziąć pod uwagę kierunek działania obciążenia, aby prawidłowo włożyć wózki rolkowe w szynę prowadnicy.
Montaż szyny na płaszczyznach poziomych (na leżąco) jest możliwy przy zachowaniu dodatkowych wymogów. W tym przypadku maksymalne obciążenie określa się jako obciążenie nominalne FA. Ze względu na budowę szyny prowadzącej, należy przewidzieć, że podczas zwiększonego obciążenia może się ona odkształcać, co w rezultacie może doprowadzić do kolizji między wózkami rolkowymi a łbami śrub montażowych. W przypadku podejrzenia wystąpienia takiej sytuacji, należy wcześniej przetestować funkcjonalność układu pod obciążeniem.
| zalecana | Pionowa, po obu stronach | |
| akceptowalna | Pionowa przesunięta, po obu stronach | Pionowa skośna, po obu stronach |
| niezalecana | Pionowa, po jednej stronie | Pozioma, po jednej stronie |
Dodatkowe informacje dotyczące użytkowania
- Do aplikacji, w których wymagane jest zastosowanie przesuwu większego niż standardowe, na życzenie dostępne są szyny o całkowitej długości 5200 mm. Nie należy układać kilku szyn rolkowych prowadnic liniowych jedna za drugą w celu wydłużenia ścieżki ruchu, ponieważ uniemożliwi to zachowanie ustalonego luzu lub obciążenia wstępnego wózków rolkowych.
- W razie potrzeby szyny prowadnic można przyciąć na dowolną długość. Podczas cięcia należy uważać, aby nie zdeformować przekroju profilu. Zaleca się stosowanie zacisku. Z powierzchni powstałych po obcięciu należy usunąć zadziory, a także należy je wyczyścić przed nasmarowaniem powierzchni roboczych.
/RedirectToProductView?storeId=10152&langId=-22&catalogId=11551&getCategoryPadre=true&=
Zapytaj nas - odpowiemy jak najszybciej.
*Pole obowiązkowe
Twoje zapytanie zostało przesłane i odpowiemy na nie w najkrótszym możliwym czasie.
Error
Te produkty mogą Cię zainteresować