Specyfikacja
Wersja z odlewanego cynku
Wykonania
- Typ SC: klucz (zamki o tym samym numerze)
- Typ SU: z kluczem (zamki o różnej numeracji)
- Typ SCK: z pokrętłem motylkowym z kluczem (zamki o tej samej numeracji)
- Typ SUK: z pokrętłem motylkowym z kluczem (zamki o różnej numeracji)
- Typ SCT: z uchwytem teowym z kluczem (zamki o tej samej numeracji)
- Typ SUT: z uchwytem teowym z kluczem (zamki o różnej numeracji)
- Typ LCG: z dźwignią zamykającą z kluczem (tylko dla wykonania SW) (zamki o tej samej numeracji)
- Typ LUG: z dźwignią zamykającą z kluczem (tylko dla wykonania SW), (zamki o różnej numeracji)
Korpus zamka
Odlew z cynku
- Pierścień czołowy, chromowany
- Pierścień czołowy, z powierzchnią pokrytą żywicą epoksydową
Kolor czarny, RAL 9005, wykończony na mat SW
- Typ SCK / SUK / SCT / SUT
Technopolimer na bazie poliamidu (PA)
Czarny, wykończony na mat
Odlew z cynku
Powierzchnia pokryta żywicą epoksydową
Kolor czarny, RAL 9005, wykończony na mat
Klucz
Niklowany, z rękojeścią z tworzywa
Pozostałe elementy
Stal, ocynkowana, pasywacja niebieska
Stopień ochrony IP 65
Typ SCK / SUK / SCT / SUT / LCG / LUG
Wersja ze stali nierdzewnej
Wykonania
- Typ SC: klucz (zamki o tym samym numerze)
- Typ SCKN: z pokrętłem motylkowym z kluczem (zamki o tej samej numeracji)
- Typ SCTN: z uchwytem teowym z kluczem (zamki o tej samej numeracji)
Stal nierdzewna AISI 303
Stal nierdzewna AISI 316
Rygiel
Stal nierdzewna AISI 304
Klucz
Niklowany, z rękojeścią z tworzywa
Elementy obsługowe (typ SCKN, SCTN)
Stal nierdzewna AISI 316
Stal nierdzewna AISI 304
Stal nierdzewna AISI 316
Stopień ochrony IP 65 (typ SCKN, SCTN)
Informacje
Zamki GN 115-WOE-L ryglują się poprzez obrót ograniczony do 90°, rygiel zachodzi na ramę drzwiczek, zabezpieczając je przed otwarciem. Rygiel zamka ma specjalnie wyprofilowaną końcówkę w celu łatwiejszego zamykania. Dzięki zastosowaniu stali nierdzewnej zamki są optymalnie przystosowane do pracy w środowiskach korozyjnych.
Rygle zamków są dostępne z różnymi kątami odgięcia, w zakresie ryglowania dla wymiaru A od 4 do 50 mm (wersja odlewana z cynku) i od 6 do 50 mm (wersja ze stali nierdzewnej).
Zamki są dostarczane z 2 kluczami i z niezamontowanymi ryglami. Klucz można wyjąć w obu skrajnych położeniach. Zamek jest standardowy, dzięki czemu można go otworzyć tym samym kluczem.
W wersji wykonania z zamkiem o tych samych numerach, możemy otworzyć wszystkie zamki tym samym kluczem. Zamki o różnych numerach są dostępne w ponad 200 wariantach. Na kluczach znajduje się oznaczenie kodu zamka.
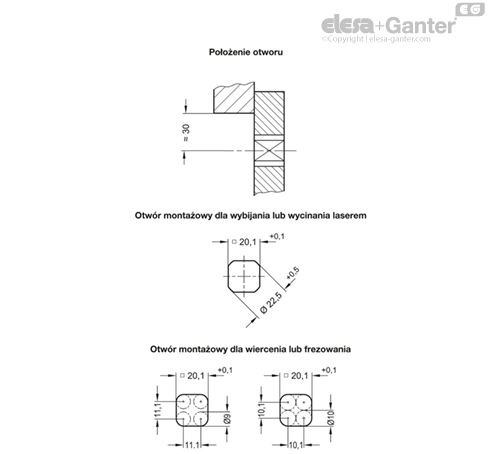
Budowa i sposób montażu
Przed montażem należy wykonać w drzwiach, pokrywie lub włazie otwór wg załączonego schematu.
Po zamontowaniu rygla na korpusie, zamek wkłada się przez otwór montażowy od przodu. Nakrętkę sześciokątną można następnie nasunąć na rygiel od tyłu i przykręcić.
W seryjnej produkcji wymagany otwór montażowy jest wykonywany zwykle poprzez wybijanie lub wycinanie laserem.
Otwór montażowy może być wykonany także poprzez wiercenie lub wyfrezowanie.
Dla krótkich serii do wykonania otworu montażowego w blachach stalowych o grubości poniżej 2 mm możliwe jest użycie przebijaka GN 123 jest zalecane.